


>1.5 Million Lts/Yr
Production capacity ranges from 250 to 500 litres per hour - equivalent to over 1.5 million litres per annum dependent on workday hours.

Distributed Processing
Biodiesel is processed at or close to the source of supply and consumption, eliminating costly, polluting transportation.
Turnkey Solution
The BioCube™ can be commissioned within 48 hours of delivery and operated independently after a short training programme.
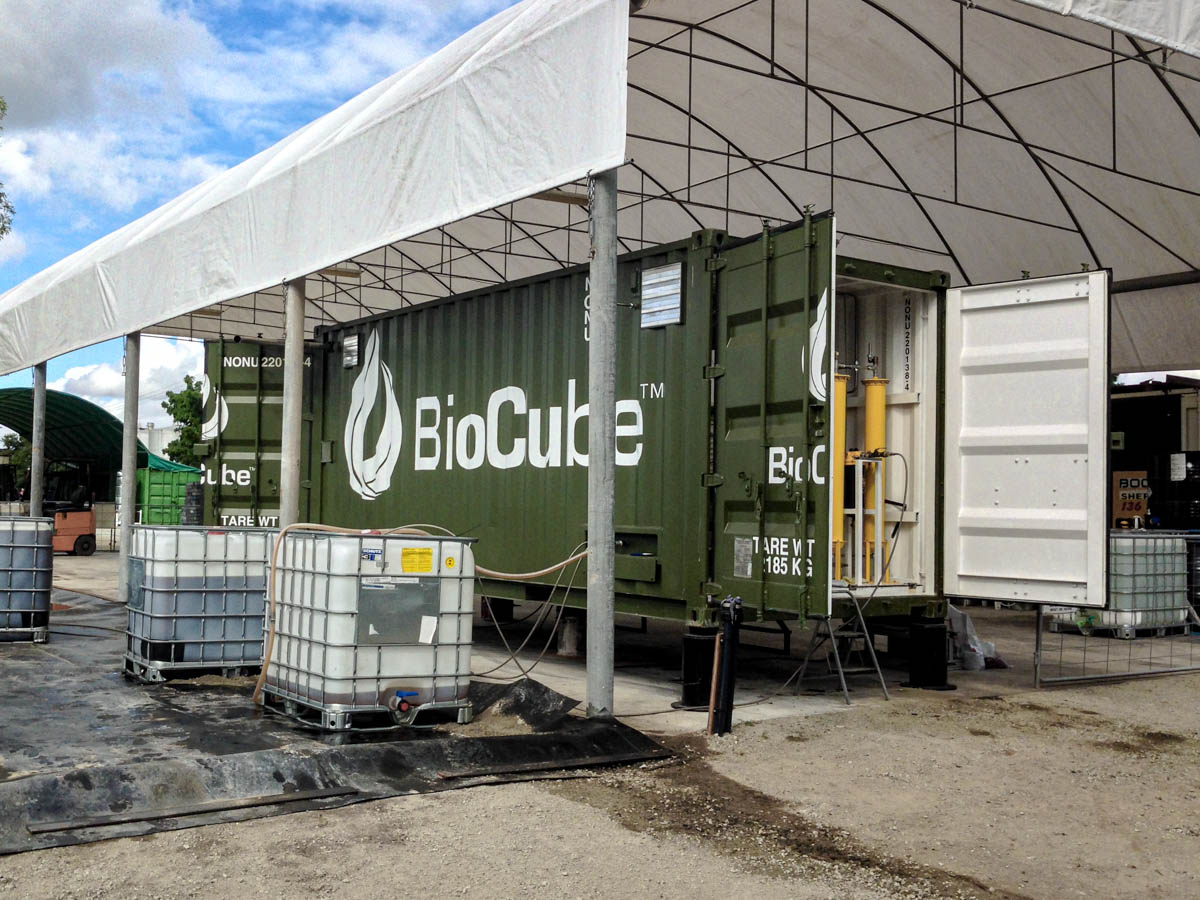
Robust
The BioCube™ is housed in a modified, robust 20ft shipping container and weighs just 3.5 tonnes dry. It is a versatile and mobile unit that has been designed to withstand the elements in different climates and conditions.
Sustainable
The BioCube™ offers an environmentally friendly and sustainable means by which to process locally grown energy oils or waste oils into biodiesel.

Profitable
The BioCube™ has the potential to re-cover capital cost within as little as 18 months from the date of its commission.
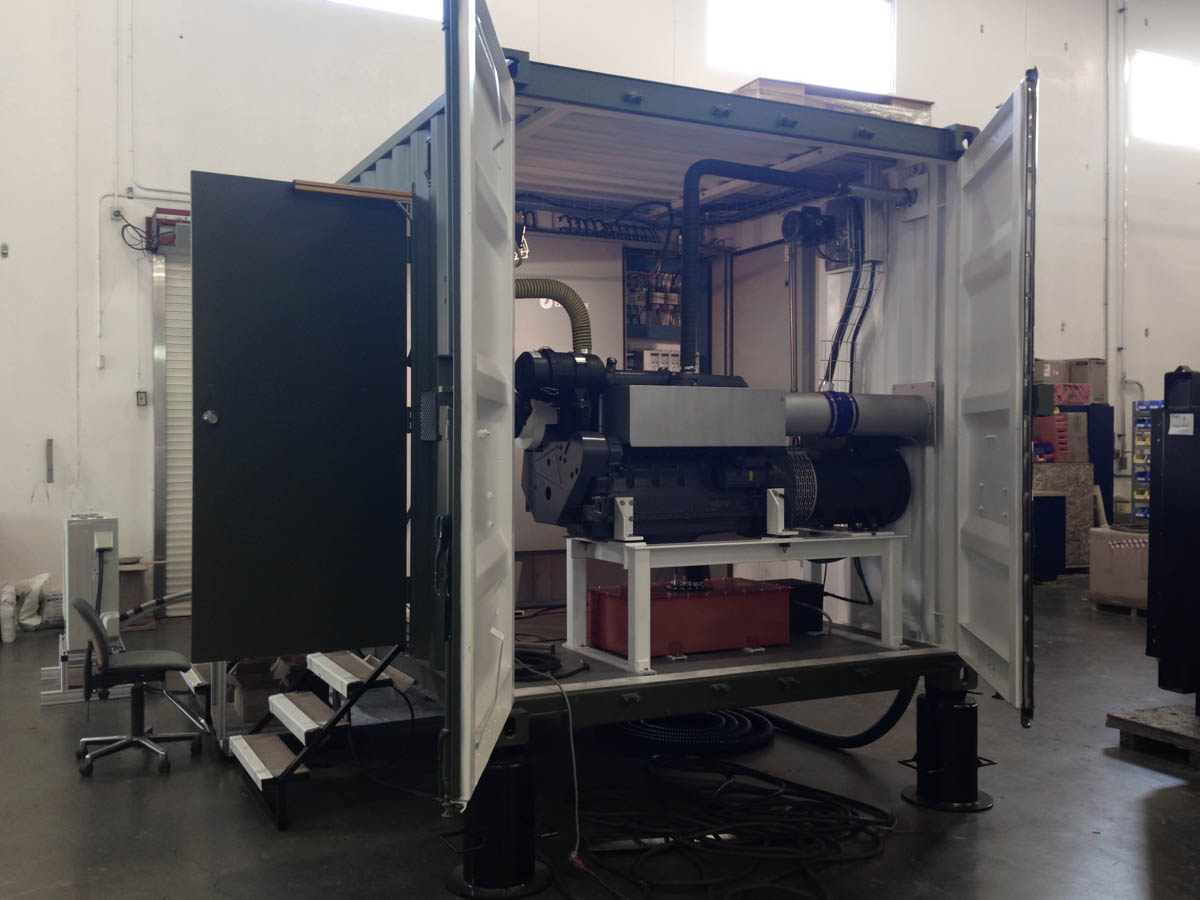
Self-powered
The BioCube™ can run on its own biodiesel with no need for external electricity supply. Alternatively, it can be run on-grid or as a hybrid which enables operators to switch between power sources as required.

Scalable
The BioCube™ is modular and mobile. It is easily scaled and daisy-chained so can be used individually or alongside multiple units according to your needs.
Versatile
The BioCube™ can be operated either on or off-grid and sit within various commercial, agricultural or municipal operations by processing a wide range of locally sourced sustainable oils (including waste oil).